自己动手做LED灯条焊接技术
LED灯条在照明技术领域很受欢迎。它是创建各种类型照明的便捷解决方案。在安装过程中,经常需要将两幅画布相互连接起来。
如何以及为什么连接 LED 灯条段
LED 灯条成卷出售。并不总是需要一个完整的托架,通常需要网络的一小部分,由单个电压源供电。可以切割坚固的帆布 - 但只能在特别标记的地方。将胶带安装到位后,它们必须串联连接,或者每个段必须由自己的电缆从自己的电源供电,这在经济上是不可行的,并且不会增加系统的可靠性。
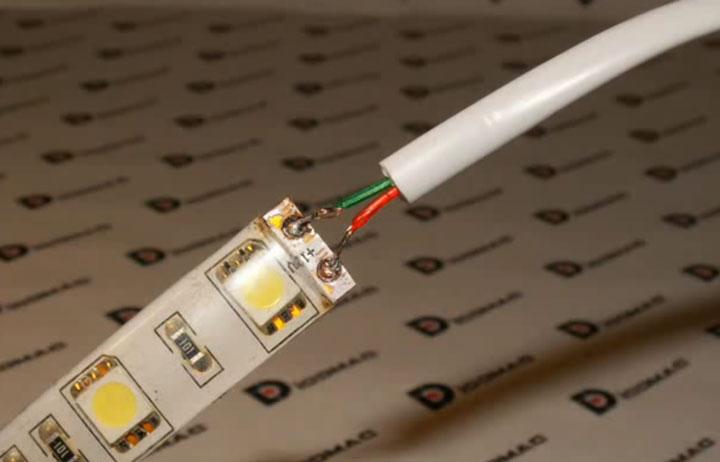
您可以用几根电线连接画布 - 每两根胶带用两根电线相互连接,考虑到极性。如果一个 色带类型 RGB 或 RGBW,那么就必须符合板材两端导体的连接。电线的横截面必须设计为所有网段的全电流。
| 导体横截面,平方毫米 | 0,5 | 0,75 | 1 | 1,2 | 1,5 |
| 允许电流,A | 11 | 15 | 17 | 20 | 23 |
如果手头没有桌子,您可以使用规则 - 1 平方米。铜导体的一段允许您通过 10 A 的电流。这个值太高了,实际上,通过这样一段的允许电流至少要低两倍(取决于铺设方法)。但是,在较小的方向上犯错是没有风险的,而这正是可能导致不愉快后果的原因。此外,采用开放式敷设时,导体的横截面不仅要提供载流能力,还要有足够的机械强度,因此在这些情况下,导线的厚度被高估了。
焊锡或连接器
为此,连接器似乎非常方便。它们使您无需使用其他工具即可快速地将两块胶带连接在一起。在现实生活中,并非一切都像乍看之下那么好:
- 使用连接附件时,接点面积小;
- 这种方法不能保证接触垫的紧压。

这两个因素都会导致结处的接触电阻增加。磁带消耗的电流很大,可以达到几安培。这会导致接触点过热、烧毁和电气连接完全丢失。在最坏的情况下 - 火灾。除了 裸露的铜触点容易氧化,这会导致更大的导电性损失,发热,更多的氧化等等。考虑到每个连接有 4 个不可靠来源(两侧各有 2 根电线)这一事实, 一个好的主人的选择是明确的 - 只有焊接。
工具和材料
焊接过程本身很简单,但需要一些技巧。因此,对于那些从来没有拿过烙铁的人来说,在电线废料上练习是没有坏处的。

对于实际焊接,您将需要:
- 烙铁 功率30-40瓦。较小的功率不会让焊接位置充分升温,并将整个过程变成折磨。增加的功率很容易导致焊点过热,尤其是在没有经验的情况下。使用焊台更方便,但价格昂贵,仅焊几条胶带就购买一台在经济上不可行。
- 通量.它们可以作为经典的松香。使用软焊剂或液体型 LTI 更方便。固体松香可以粉碎并溶解在酒精中。
- 焊接.几乎任何具有足够熔点的焊料都可以使用。例如,经典的 POS-60 或其他铅锡焊料。您可以使用纯锡,但价格昂贵且没有优势。

重要的! 在任何情况下都不应使用液体和软酸基助焊剂!在焊接过程中,助焊剂飞溅是不可避免的。如果沾到LED的导体或焊点上,酸液以后必然会造成腐蚀,从而导致胶带性能的损失。
此外,酒精或丙酮不会伤害焊接后去除助焊剂残留物。您还需要一根铜线(更好的柔性绞合线)和准备它的工具:
- 剪线钳,用于切割所需长度的线材;
- 剥去绝缘层的钳工刀(最好使用特殊的拉拔器);
- 要密封焊点,您需要适当直径的电工胶带或热缩管。
如果该过程将在没有助手的情况下进行,则可以方便地将夹具架用作“第三只手”。
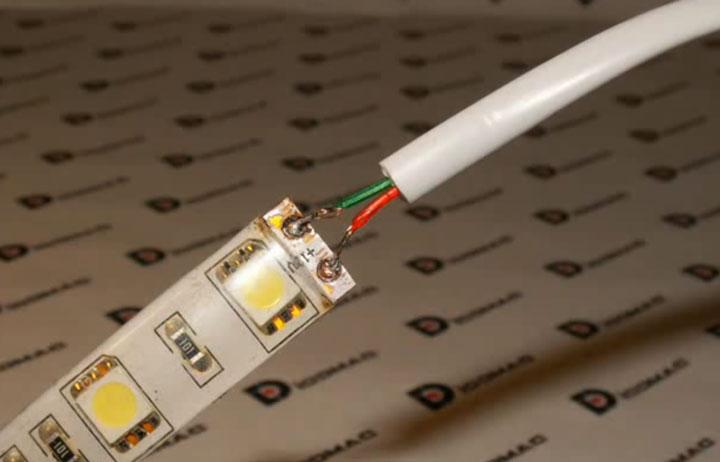
将导体焊接到焊盘的过程
首先,您需要准备电线:
- 片 所需长度的导体件;
- 用钳工刀或专用剥线器在 5-7 mm 处从两侧去除绝缘层。
接下来,必须对要焊接的表面进行辐照。电线的剥皮末端覆盖有助焊剂:
- 如果使用液体助焊剂,清洁区域必须用它润湿;
- 使用柔软的助焊剂,无绝缘的端部得到充分润滑;
- 如果使用松香,必须将少量松香熔化并转移到自由区域,使绞合线充满助焊剂,并使实心线表面完全润湿。
该视频详细描述了镀锡电线的过程。
接下来,您需要用烙铁头拨一点焊料。单芯线的表面必须从四面八方覆盖铅锡熔体。如果将带有熔体的加热尖端施加到绞合线上,则绞合线会立即被焊料浸透。
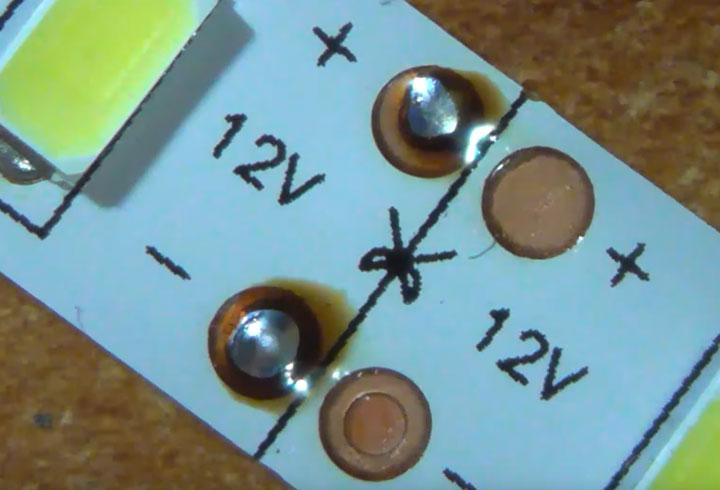
接触垫也用熔融、液体或软焊剂润湿,并以同样的方式镀锡。应收集焊料,以便在现场形成一个小的金属结节。
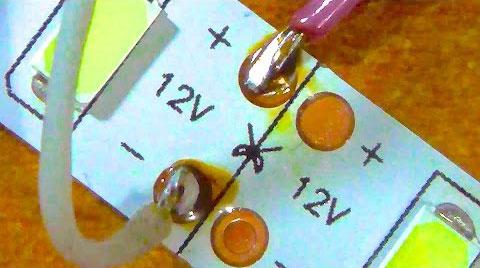
此外,再次用助焊剂润滑镀锡表面也没有什么坏处。之后,您需要将电线以直角连接到该部位,并用带有少量焊料的烙铁加热接头。必须足够快地焊接 LED 灯条,以免损坏画布的底部。为了加快焊料的冷却,建议在焊接处集中吹气。工作完成后,必须用酒精或丙酮洗掉助焊剂残留物。
如果胶带有硅胶涂层
对于室外安装,使用涂硅胶带很方便。将导体焊接到这种胶带上的过程几乎相同,但在开始工作之前,您需要用刀将接触垫区域的硅胶去除,然后可以按照通常的方式焊接 LED 灯条。

如有必要,在工作结束时,可以用透明的有机硅密封剂密封切割部位,但只能使用中性组合物。酸性会导致导体和组件腐蚀。
如何获得良好的焊接
美丽、整洁、高质量的焊接伴随着经验。但是可以通过立即以简单点为规则来减少训练时间:
- 烙铁头必须良好镀锡。如果是铜,则必须用锉刀清洁,去除积碳并赋予工作表面必要的形状。接下来,您需要打开网络中的烙铁,稍微加热后,将烙铁头放入助焊剂中并等待它达到工作温度。之后,您需要用一块焊料快速擦拭工作表面。 如果尖端未使用,建议在坚硬的表面上锻造 - 这将减少燃烧的趋势并延长使用寿命。
- 如果尖端是镀锌钢,则无法用锉刀清洁 - 应用层很容易撕掉,工作表面将变得不适合工作。照射它是不可能的,它必须被扔掉。出于同样的原因,你不能用酸性助焊剂来镀锡——它会“吃掉”涂层。
- 如果使用带温度控制的烙铁,则需要将烙铁头的温度设置为比焊料的熔化温度高5-10度。如果不这样做,那么由于安装错误和焊料中金属的比例不准确,焊头将无法将焊料变成液体,而只会使其成为浆状状态.在这种情况下,高质量的焊接就不值一提了。 熔点见下表。
- 在镀锡和焊接过程中,不必节省助焊剂。然后可以用溶剂去除过量和飞溅物。
- 焊料应尽可能多地使用。过多的焊料根本不会影响焊接质量,但缺少焊料将无法获得可靠的连接。
- 必须在尽可能短的时间内焊接导体以避免底座过热。
- 取下烙铁头后,直到焊料完全凝固,要连接的导体必须完全不动——“第三只手”对此非常有用。
| 焊锡类型 | POS-33 | POS-40 | POS-60 | POS-90 |
| 熔点温度 | 247 | 238 | 183 | 220 |
一般来说,焊接LED灯带的导体并不困难。您需要的只是基本技能和奉献精神。